






Hermetyzacja tandemowych modułów słonecznych typu krzem-perowskit
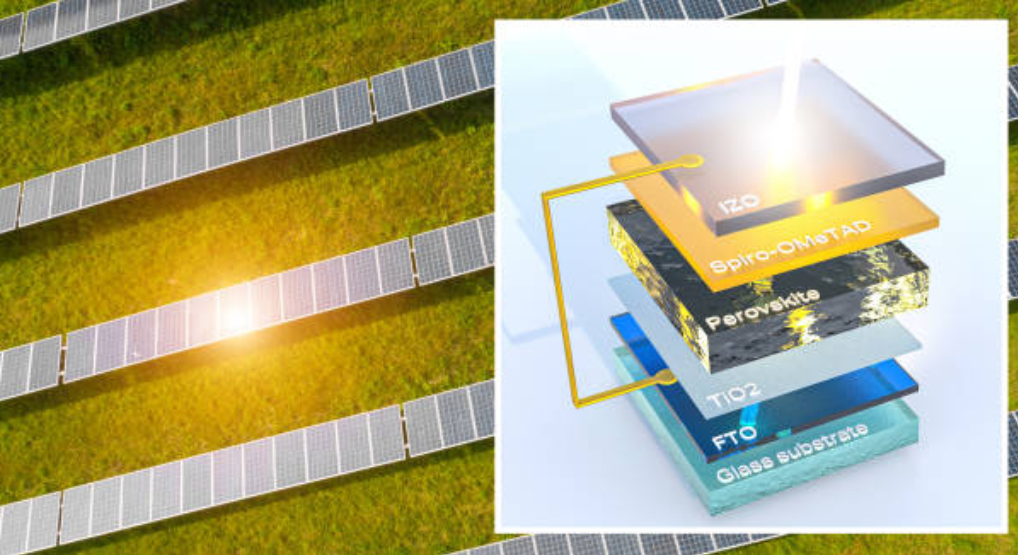
Tandemowe ogniwa słoneczne krzemowo-perowskitowe mają ogromny potencjał zwiększenia produkcji energii elektrycznej ze źródeł odnawialnych dzięki ich bardzo wysokiej wydajności w połączeniu z obiecującą strukturą kosztów (nowy rekord tandemowego ogniwa krzem-perowskit opisany w artykule: 33,9%. NOWY REKORD SPRAWNOŚCI OGNIWA TANDEMOWEGO KRZEM - PEROWSKIT). Jednak w celu faktycznego wdrożenia w warunkach rzeczywistych każdą technologię ogniw słonecznych należy złożyć w moduły, a powiązane z tym procesy wiążą się z kilkoma wyzwaniami, które mogą mieć wpływ zarówno na wydajność, jak i stabilność urządzeń.
Aby osiągnąć dojrzałość rynkową, moduły fotowoltaiczne składające się z absorbera perowskitowego muszą spełniać międzynarodowe standardy certyfikacji opisane w normie IEC 61215. Wymagane jest również przejście dodatkowych testów specyficznych dla perowskitu. Aby sprostać temu wyzwaniu podjęto wysiłki w celu poprawy stabilności ogniwa perowskitowego na poziomie materiału i urządzenia. Wczesne próby miały na celu dostosowanie składu chemicznego perowskitu w celu poprawy jego odporności na działanie światła i temperatury. Następnie ogłoszono, że modyfikacja interfejsu fotoabsorbera, oparta na podejściu dwuwymiarowym (2D), jeszcze bardziej poprawia stabilność urządzenia. Obecnie jesteśmy świadkami postępu w opracowywaniu procesu hermetyzacji prototypowych perowskitowych modułów słonecznych. W tym przypadku, oprócz zapewnienia wytrzymałości mechanicznej, głównym celem hermetyzacji jest ochrona absorbera perowskitowego przed szkodliwymi czynnikami środowiskowymi, takimi jak wilgoć i tlen, które często okazują się głównymi przyczynami natychmiastowej i nieodwracalnej degradacji urządzenia.
Historycznie rzecz biorąc, pierwsze podejście do hermetyzacji perowskitu polegało na osadzeniu urządzenia w żywicy epoksydowej. Jednakże żywica tworzy słabą barierę przed wnikaniem wilgoci i tlenu w przypadku długotrwałego stosowania na zewnątrz. Druga generacja modułów perowskitowych składała się z ogniw umieszczonych pomiędzy dwiema taflami szkła z użyciem kauczuku butylowego jako uszczelniacza krawędzi. Podejście to umożliwiło pomyślne przejście przyspieszonego testu stabilności (IEC 61215, wilgotne ciepło i zamarzanie), jednak odkryto, że produkty uboczne powstające podczas testów mogą przyspieszać degradację urządzenia. Co więcej, podejście to nie jest korzystne ze względu na zauważalne straty optyczne wynikające ze szczeliny powietrznej pomiędzy przednią szybą a ogniwem. W przypadku trzeciej generacji hermetyzacji urządzenia perowskitowego podjęto próbę laminowania próżniowego, będącego tradycyjną metodą stosowaną w branży fotowoltaicznej np. dla modułów krzemowych. Popularny polimer EVA (etylen i octan winylu) wykorzystywany jest w większości produktów komercyjnych w postaci modułów o średniej i dużej powierzchni. Niestety EVA nie nadaje się zastosowania w module perowskitowym, gdyż wymaga temperatury laminowania >140°C, co jest szkodliwe dla perowskitu. Co więcej polimer charakteryzuje się higroskopijnymi właściwościami, a podczas procesu sieciowania uwalniane są kwaśne produkty uboczne, które rozkładają perowskit. Alternatywą jest stosowana w przypadku modułów cienkowarstwowych termoplastyczna poliolefina (TPO) i termoplastyczny poliuretan (TPU).
Naukowcy z KAUST [F. Toniolo, et al., Nanoscale, 2023, 15, 16984–16991] przedstawili statystyczny rozkład wydajności modułów krzem-perowskit przed i po enkapsulacji za pomocą TPU i TPO. Ogólnie rzecz biorąc, minimoduły zachowują początkowe parametry elektryczne po laminacji z udziałem TPO natomiast w przypadku TPU minimoduły wykazują wyraźną redukcję gęstości prądu zwarciowego (JSC). Warto zauważyć, że badany materiał na bazie TPU zawiera dodatki blokujące promieniowanie UV, co skutkuje niższym wytwarzaniem prądu w górnym ogniwie perowskitowym wpływając w ten sposób na dopasowanie prądu całego tandemu i ostatecznie jego mocy wyjściowej. Porównując parametry optyczne obu materiałów w zakresie widzialnym TPU wykazuje odcięcie przy długości fali równej 400 nm, ale niezwykłą przezroczystość w bliskiej podczerwieni. Przeciwnie TPO wykazuje bardzo dobrą przezroczystość w obszarze UV, a nieco wyższą absorpcję w obszarze widzialnym. Aby zrozumieć wpływ właściwości optycznych laminatów, zbadano parametr zewnętrznej wydajności kwantowej (EQE) tandemów przed i po hermetyzacji. W przypadku TPU zaobserwowano znaczną redukcję prądu generowanego przez subogniwo perowskitowe w obszarze UV zgodnie z oczekiwaniami na podstawie widma absorpcyjnego. Ciekawą obserwacją jest wzrost prądu w obszarze widzialnym, który jest prawdopodobnie spowodowany lepszym dopasowaniem współczynników załamania światła i tłumieniem strat odbicia pomiędzy poszczególnymi warstwami modułu tandemowego.
Optymalizacja procesu hermetyzacji jest kluczowa, aby zminimalizować ewentualne rozwarstwienie na poziomie urządzenia. W szczególności ten szkodliwy mechanizm można w niektórych przypadkach zaobserwować na poziomie makroskopowym, gdzie laminat odrywa się od górnego styku ogniwa perowskitowego, co prowadzi do katastrofalnej awarii urządzenia. Co więcej badania wykazały, że granica między warstwą transportującą elektrony (ETL) a warstwą buforową SnOx jest podatna na rozwarstwianie, które może rozprzestrzeniać się i prowadzić do awarii ogniwa słonecznego. Naukowcy zbadali to zjawisko potwierdzając, że rozwarstwienie na granicy faz ETL/SnOx jest kluczowym problemem, który należy rozwiązać. Chociaż w większości przypadków enkapsulacja zarówno materiałem TPO, jak i TPU zakończyła się sukcesem to zauważono, że w niektórych przypadkach po laminowaniu zaobserwowano widoczne rozwarstwienie w przypadku komórek zamkniętych w TPO. Kontrastuje to z laminacją na bazie TPU, która wykazała prawie zerowe rozwarstwienie, nawet po długotrwałych naprężeniach termicznych. Wysunięto zatem wniosek, że różne właściwości termomechaniczne tych dwóch polimerów są przyczyną ich specyficznych różnic w odporności na rozwarstwianie.
Aby lepiej zrozumieć właściwości obu polimerów i uzyskać wgląd w ich zachowanie podczas laminowania próżniowego i cykli termicznych, przeprowadzono analizy termomechaniczne. Elastomery polimerowe zostały określone jako dobre materiały do hermetyzacji w oparciu o wymóg, że nie powinny one naprężać ogniw słonecznych podczas cykli termicznych, ponieważ istnieje duże niedopasowanie współczynnika rozszerzalności cieplnej pomiędzy ogniwami słonecznymi a laminatem. Dodatkowo zmierzono parametr całkowitego rozproszenia energii w module, którego wartość była wyższa dla TPU (w porównaniu z TPO) w odpowiednim zakresie temperatur dla cykli termicznych modułu, skuteczniej unikając mikropęknięć i rozwarstwiania tandemowych urządzeń perowskitowo-krzemowych. Jest to zgodne z wcześniejszymi obserwacjami, że rozwarstwienie obserwuje się częściej podczas enkapsulacji z TPO w porównaniu z TPU.
Na koniec naukowcy poddali zalaminowane moduły przyspieszonym testom stabilności zgodnie z normą IEC 61215 (50 cykli, zmiana temperatury w każdym cyklu od +85°C do -40°C w ciągu 150 godzin, 1000 godzin testów w warunkach wilgotnego ciepła). Obydwa laminaty pozytywnie przeszły test, potwierdzając możliwość zastosowania polimerów termoplastycznych do hermetyzacji ogniw tandemowych.
Perowskity osadzane próżniowo o kontrolowanej orientacji kryształów

Perowskitowe ogniwa słoneczne (PSC – ang. perovskite solar cells) wzbudziły duże zainteresowanie ze względu na szybki wzrost wydajności konwersji energii, przekraczający obecnie 26%. Powszechnie stosowaną metodą osadzania wysokiej jakości folii perowskitowych jest obróbka chemiczna na mokro, w tym powlekanie wirowe, które doskonałe sprawdziło się w produkcji urządzeń o stosunkowo małych powierzchniach około 0,1 - 1 cm2. Naukowcy szeroko badają możliwości poprawy sprawności PSC powlekanych wirowo projektując nowe struktury ogniw, modyfikując interfejs bądź skład każdej z warstw funkcjonalnych.



